

發布日期:2024-10-22 瀏覽次數:次
測試夾具(jù)")
型號:AY-Z039
價(jià)格:電議
品牌:91视频网站
全國熱線:13764930908
一(yī)、核心結構與參數規範
圓柱載體(tǐ)係統:
雙不鏽(xiù)鋼圓柱體直徑設定為導絲外(wài)徑的20倍(bèi),兩圓柱間距可調至導絲直徑(D)的1–3倍範圍,適配多種規格導絲。
支撐架采用316L醫用級不鏽鋼,表麵拋光處(chù)理消除毛刺,避(bì)免測試中刮傷導絲表麵。
操作機構:
配備防滑夾具與機械齒輪(lún)轉盤,確保導絲纏繞緊密(mì)勻速,支持1–20圈循(xún)環設定。
手動纏繞手柄集成圈數計數器記錄。
二、技(jì)術指(zhǐ)標
公稱規格:根(gēn)據客戶(hù)要求
圓柱體(tǐ)直徑:1-30mm, 精度:±1%;
兩(liǎng)個圓柱體距離:1D-3D之間(單位mm)
附錄G(規(guī)範性(xìng)附錄)
距離分別:5.58/6.70/7.82/8.94/10.05/11.73/13.97/19.75/21.23mm;
圓柱外徑分別(bié):19.3/10.67/6.1/17.98/7.11/9.14/5.08/8.13/12.7mm;
三、執(zhí)行標準及質量控製(zhì)與創新應用
符合標準:
完全符合(hé)YY0450.1-2020標(biāo)準中相關條款設計製造。
研發優化:
對比鎳鈦合金與聚合物塗層導絲的循環破(pò)裂閾值,優化柔韌性與塗層結合強度。
生產質控:
批量測試驗證符合YY0450.1-2020標準,確保臨床抗彎曲安(ān)全性。
智能化工裝集(jí)成傳感器,實時采(cǎi)集載(zǎi)荷-位移曲線並自動(dòng)生成合格率報告。
四、標準化試驗方法
1 原理
導絲的試驗部分反複承受反向彎曲和伸直,然後檢查(chá)損壞和塗層剝落。
2儀器
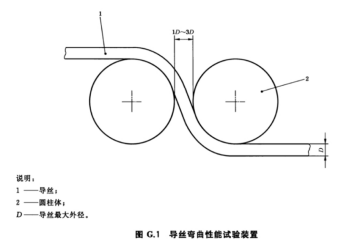
試驗裝置,由(yóu)兩個剛性圓柱體組成其直徑為導(dǎo)絲外徑D(見82)的20倍,在(zài)定位時應使兩模型之間有一為導絲外徑1倍~3倍的縫隙。見圖G1。用適當的基於風險的臨床論證對器械的每一部分進行試驗時,可使用不同直徑(jìng)的(de)圓柱體。
3 程序
3.1末端試(shì)驗
3.2選擇導絲末端部(bù)分作為試驗段試驗段包括離芯(xīn)絲末端部約5mm的芯絲部分。
3.3將導(dǎo)絲末端的這部分彎曲繞在試驗裝置2的一(yī)個圓柱體上,並沿(yán)相反方向繞在第二個圓柱體上。
3.4將導絲從圓柱體上取下(xià)使其(qí)伸直重複彎曲與伸直(zhí)程序共20個循環。檢查由彎曲過程產生的(de)缺(quē)陷(xiàn)和損壞。另(lìng)外檢(jiǎn)查帶塗層導絲上塗層的剝落(luò)痕跡。
3.5導絲的(de)試(shì)驗,不包括末端
選(xuǎn)擇導絲上不包括鄰近端或末端的部分
3.6試驗報告(gào)
試(shì)驗報告應包(bāo)括下列信息
a) 導(dǎo)絲的識別;
b)芯絲連接(jiē)點的任何損壞而造成的自由伸展或導絲的任何部分分離(lí)為兩段或(huò)多段損壞的描述; e)塗層導絲是否有任何塗層剝落的描述;
d)如果直徑產生了偏離適當的基於風險(xiǎn)的臨床論證。
五、操作關鍵要點
纏繞方向:導絲需始終與圓柱體保持切(qiē)線對齊,避免側向應力幹擾導致數據失真(zhēn)。
校準維護:定期(qī)校驗圓柱體直徑公(gōng)差(±1%)及夾具平行度,每次(cì)測試前清潔表麵殘留物。
失(shī)效判定:非固定區(qū)出現可見裂紋或塗層剝落即判為破裂,同批次不合(hé)格(gé)率限需報廢。
六(liù)、配置(zhì)清(qīng)單
說明書1份(fèn);
合格證1份;
保修卡1份;
簽收單1份;
銘牌1塊;
扳手1套;
宣傳冊(cè)若幹(gàn);
100g帶鉤砝(fǎ)碼1個;
治具(規格:19.3/10.67/6.1/17.98/7.11/9.14/5.08/8.13/12.7mm)1套;

型號:AY-Z039
價格:電議
品牌:91视频网站
全國(guó)熱線:13764930908
一、核心(xīn)結構與參數規範
圓柱載體係統:
雙不鏽鋼圓柱體直徑設定為導絲外徑的20倍,兩圓柱間距可調至導絲直徑(D)的1–3倍範圍,適配多種規格導(dǎo)絲。
支撐架采用316L醫(yī)用級不鏽(xiù)鋼,表(biǎo)麵(miàn)拋光(guāng)處理消除毛刺,避免測試中刮(guā)傷導絲表麵。
操作機構:
配備防滑夾具與機械齒輪轉盤,確保導絲纏繞緊密勻速,支持1–20圈循環設定。
手動(dòng)纏繞(rào)手柄集成圈數計數器記錄。
二、技術指標
公稱規格:根據客戶要求
圓柱(zhù)體直徑:1-30mm, 精度:±1%;
兩個圓柱體距離:1D-3D之間(單位mm)
附錄G(規範性附錄)
距離分別:5.58/6.70/7.82/8.94/10.05/11.73/13.97/19.75/21.23mm;
圓柱外徑分別:19.3/10.67/6.1/17.98/7.11/9.14/5.08/8.13/12.7mm;
三、執行標準及質(zhì)量控製與創新應用
符合(hé)標準:
完全符合YY0450.1-2020標準中相關條款設計製造。
研發優化:
對比鎳(niè)鈦合金與聚合物塗層導(dǎo)絲的循環破裂閾值(zhí),優化柔韌(rèn)性與塗層結合強度。
生產質控:
批量測(cè)試驗證符合(hé)YY0450.1-2020標準(zhǔn),確保(bǎo)臨床抗彎曲安(ān)全性。
智能化工裝集成傳感(gǎn)器,實時采集載荷-位移曲線並自動(dòng)生成合格率報(bào)告。
四、標準化(huà)試驗方法
1 原理
導(dǎo)絲的(de)試驗部分反複承受反向彎曲(qǔ)和(hé)伸直,然後檢查損壞和塗層剝落。
2儀器
試驗裝置(zhì),由兩個(gè)剛性圓柱體組成其直徑為導絲(sī)外徑(jìng)D(見82)的20倍,在定位時應使兩模型之間(jiān)有一為導絲外徑1倍~3倍的縫隙(xì)。見圖G1。用適當的基於風險的臨(lín)床論證(zhèng)對器械的每一部(bù)分進(jìn)行試驗時,可使用(yòng)不同直徑(jìng)的圓柱體。
3 程序
3.1末端試驗(yàn)
3.2選擇導絲末端部分作為試驗段試驗段(duàn)包括(kuò)離芯絲末端(duān)部約(yuē)5mm的芯絲部分。
3.3將(jiāng)導絲末端(duān)的這(zhè)部分彎曲繞在試驗裝置2的一個圓柱(zhù)體上,並沿相反方(fāng)向繞在第二個圓柱體上。
3.4將導絲從圓柱體上取下使其伸直重複彎曲與伸直程序共20個循環。檢查由彎曲過程產生的缺陷和損壞。另外檢查帶塗層導絲上(shàng)塗(tú)層的剝落痕跡。
3.5導絲的試驗,不包括末端
選擇導絲上不包括鄰近端或末端的部分
3.6試驗報告
試驗報(bào)告應(yīng)包括下列信息
a) 導(dǎo)絲的識別;
b)芯絲連接點(diǎn)的任何損壞而造(zào)成(chéng)的自由伸展或導(dǎo)絲的任何部分分離為兩段或多段損壞的描(miáo)述; e)塗層導絲是(shì)否有任何塗層剝落的描述;
d)如果直徑產生了偏離適當的基於風險的臨(lín)床論證。
五、操作(zuò)關鍵要點
纏繞方向:導絲需始(shǐ)終與(yǔ)圓柱(zhù)體保持切線對齊,避免側向應力幹擾導致數據失真。
校準維護:定(dìng)期(qī)校驗圓柱體直徑公差(±1%)及夾具平行度,每次(cì)測試前(qián)清潔表麵殘留物。
失效判定:非(fēi)固定區(qū)出現(xiàn)可見裂紋或塗層剝落即判為(wéi)破裂,同批次(cì)不合格率限需報廢。
六、配置清單
說(shuō)明書1份;
合格證1份;
保修卡1份;
簽收單1份(fèn);
銘牌1塊;
扳手1套;
宣(xuān)傳冊若幹;
100g帶鉤砝碼1個;
治具(規格:19.3/10.67/6.1/17.98/7.11/9.14/5.08/8.13/12.7mm)1套;

客服微信二維碼

服務熱線